Efficient spare part management through mobile 3D printing in remote locations & critical situations
In remote locations, the fast and reliable provision of spare parts is critical for the smooth system operation. Unplanned standstills result in high cost. Additive Manufacturing (AM) is considered as a promising way to optimize spare parts management through its “print-on-demand” asset. A mobile 3D printing system could thus ensure a reliable and efficient part provision in remote locations.
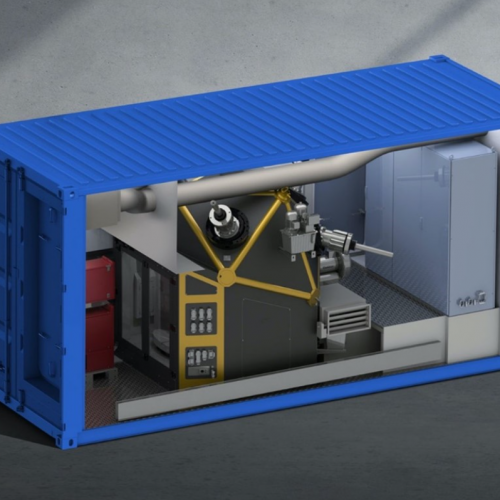
The Mobile Smart Factory is just that. It is a modular container unit that covers the entire Additive Manufacturing process; making it possible to produce metal or polymer spare and other functional parts on demand. The system can be installed wherever needed, so the parts can be produced in the proximity of the customer.
This has a huge positive impact on the complex supply chains for offshore industries and increases flexibility and agility.
Using mobile 3D printing leads to
- a reduced risk of downtimes due to missing parts,
- an efficient make-to-order-approach instead of made-to-stock,
- reduced logistics efforts and cost
The system
The Mobile Smart Factory consists of two CSC-certified containers and is equipped with cutting-edge 3D printing devices. It allows the production of meal and polymer parts and is set-up based on the clients needs.
The control unit is mainly used for pre-processing and consists of a PC-workstation, industrial polymer-printer, scanning system and storage area. The digitised components are stored in a “component database”. If no CAD-data is available, the scanner allows for a fast and simple creation of digital files.
The heart of the production unit is a multi-optional 6-axis machining centre from METROM. Based on a patented parallel kinematics concept the machine combines a Wire Arc Additive Manufacturing (WAAM) module with a milling and drilling unit. The automated building with integrated finishing processes is based on the CAD data of the components created in the operating container. With this solution, the system operator only has to set up and position the workpiece. The welding and machining process runs as a NC program based on pre-qualified parameters. The main spindle of the machine is centrally positioned, allowing the machining of large workpieces.

The measuring of the workpiece, contour welding and milling are carried out consecutively in one clamping position. Subsequently an additional tool can be used to smoothen out the roughness of the surface. All technological steps are realised by a direct tool change in the working area of the machine so the system user retracts a fully functioning, finished part.

